在汽车部品以及燃具部品等生产线上,泄漏测试对保证产品的质量起着至关重要的作用。通常人们将充入压缩空气后的测试品浸入水中,观察产生的气泡来判断是否泄漏。但是这种方法往往会漏检,同是还存在需要干燥以及无法实现自动化等缺陷。虽然人们采用了各种各样的检测仪器来取代上述方法,但在泄漏的检测感度、耐压以及仪器维护和操作各方面都存在许多不足。然而,差压式空气测漏仪克服了这些弊端,已经成为迄今为止最有效、最实用的泄漏自动测试仪器。
| ① 实现自动化,节省人力 | ● 实现自动检测 |
| ● 节省人力 | |
| ● 操作简单,无需熟练工 | |
| ● 改善工作环境 | |
| ● 维护保养方便 | |
| ② 提高质量 | ● 提高测试精度 |
| ● 泄漏定量化 | |
| ● 减少不合格率 | |
| ● 实现数据的统计分析 | |
| ③ 降低成本 | ● 减少投诉 |
| ● 无需干燥工位 | |
| ● 缩短检测时间 | |
| ● 设备成本低 | |
| ● 维修保养费用低 |
| 沉水目测法检测 | 评价 | 空气测漏仪 | 评价 |
|---|---|---|---|
| 1 无法实现自动化。 | × | 1 可实现自动化。 | ○ |
| 2 操作繁琐,容易疲劳。 | × | 2 操作轻松,不易疲劳。 | ○ |
| 3 难以发现测试品内侧等部位引起的泄漏。 | × | 3 任何位置的泄漏都可检测。 | ○ |
| 4 检测能力因人而异。 | × | 4 无需熟练人员,没有人为误差。 | ○ |
| 5 人为的主观因素产生误检测。 | × | 5 不会发生设定以外的检测判断。 | ○ |
| 6 大泄漏有时会漏检。 | × | 6 一定量以上的泄漏不会漏检。 | ○ |
| 7 测试本身会污染测试品,并易生锈。 | × | 7 不会弄脏测试品,不易生锈。 | ○ |
| 8 检测后需要干燥工位。 | × | 8 无需干燥工位。 | ○ |
| 9 可观察到泄漏点。 | ○ | 9 无法知道泄漏点。 | × |
| 10 对于温差变化及变形的测试品也可适用。 | ○ | 10 难以测试温度变化以及变形的测试品。 | × |
| 11 初期投资低。 | ○ | 11 初期投资较高。 | × |
| 12 测试成本高。(人工费) | × | 12 测试成本低。 | ○ |
使用空气测漏仪时必须设定泄漏判断值。为此,可以事先通过与沉水目测气泡方式相比较或验证测试品的实际使用情况来求得泄漏极限。也可以参照过去的测试经验以及同类产品的泄漏判断值来设定。
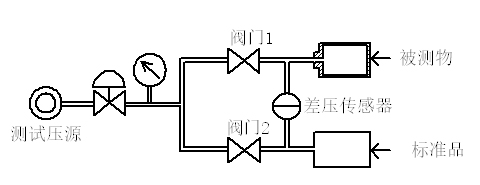
空气测漏仪的泄漏测试能力会随着测试时间、测试压力等条件的不同而变化。使用多个无泄漏的合格测试品和泄漏标准器(泄漏标准孔),在不同的条件下进行测试,可以从测试值中了解仪器的实际测试能力。在生产线上使用时,还需注意测试品温度、环境温度以及密封夹具的稳定性对测试能力的影响。
<※COMMENT>
● 泄漏量单位
● atm.mL/s 或者atm.mL/min
表示在1秒或1分钟之内泄漏到大气中的空气体积,通常省略atm.。
● μgr/s 或者μgr/min
表示在1秒或1分钟之内泄漏到大气中的空气重量。 1μgr(microgram)⇒0.83×10-3 mL(在1atm 20℃条件下)
● Lusec
表示在容积为1 L的真空容器中平均每秒上升1μHg压力时所发生的泄漏量。
1 Lusec=1/760 mL/sec≒1.32×10-3 mL/s
● Torr・L/sec
表示在容积为1 L的真空容器中平均每秒上升1 Torr压力时所发生的泄漏量。
1 Torr・L/s=1000 Lusec≒1.32 mL/s

| 泄漏判断法 | 自动化 | 测试能力 | 可信度 | 耐久性 | 通用性 | 经济性 | |
|---|---|---|---|---|---|---|---|
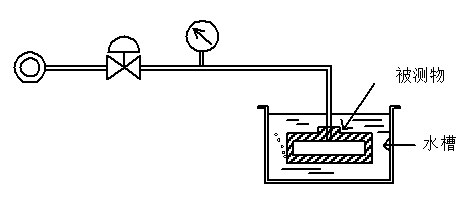
| ① | 沉水目测气泡法 | × | ○ | × | ○ | ◎ | △ |
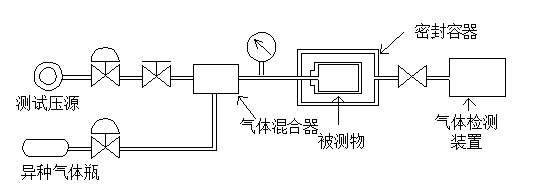
| ② | 不同气体测试法 | ○ | ◎ | ○ | △ | △ | × |
| ③ | 流量测试法 | ○ | × | ○ | ○ | ○ | ○ |
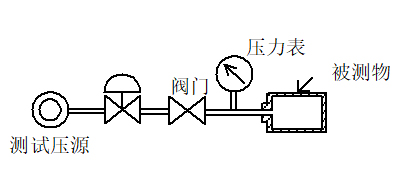
| ④ | 压力测试法 | ○ | △ | ○ | ◎ | △ | ○ |
| ⑤ | 差压测试法 | ○ | ○ | ○ | ◎ | ◎ | ○ |
| ⑥ | 变形测试法 | ○ | △ | ○ | ○ | × | ○ |
COSMO INSTRUMENTS (CHINA,JIAXING) CO.,LTD.